Степень влияния используемых на гофроагрегате сушильных сукон на качество изготавливаемой продукции переоценить трудно. Именно на них ложится значительная часть работы по эвакуации пара и впитыванию влаги с поверхности формируемого многослойного гофрокартонного «сэндвича».

Несмотря на довольно обширный ассортимент предлагаемых на рынке их вариантов, включая сеточные и гибридные сукна, на подавляющем числе гофропредприятий предпочитают работать с тканевыми синтетическими материалами.
«Дышащее» сукно, качественный гофрокартон
Хорошо известно, что различия в уровне влажности соединяемых слоёв становится причиной коробления изготавливаемого гофрокартона. А когда способность пропускать пар и степень гигроскопичности сушильного сукна постепенно деградируют вследствие ненадлежащего ухода за ним или его постепенного старения, говорить о высоком качестве изготавливаемой гофропродукции уже не приходится.
Поперечное коробление вверх — типичная ситуация, когда со стапеля продольно-резательного станка сходят листы гофрокартона, верхние слои которого имеют повышенную влажность. И совсем уж непредсказуемым тип коробления может стать в случае локальных загрязнений сукна клеем или бумажной пылью.
Поэтому постоянный контроль за чистотой его поверхности, а также за тем, сколь свободно ему «дышится» и сколь велика его впитывающая способность, становится одной из первоочередных задач оператора гофроагрегата. Проверка последней на всех предприятиях традиционно выполняется с помощью привычного капельного теста.
И, как отметил директор гофропроизводства компании «ЯРЗУМ» Евгений Коньков, если капля полностью не впиталась в сукно в течение минуты, значит для него настало время серьёзных «водных процедур». Идеальным же временем впитывания считается интервал от 15 до 30 секунд.
Профилактика
Разумеется, чтобы удержать сукно в надлежащем состоянии, за ним требуется тщательный уход. Как рассказал начальник гофроцеха одного из производств юга России, у них обязательным условием сдачи оператором или бригадиром своей смены является его подпись в сменном журнале, подтверждающая отсутствие каких-либо загрязнений сукна, следов клея на нём.
Устраняют эти следы на разных предприятиях по-разному. Главное — не дать клею засохнуть, тогда он достаточно просто удаляется с помощью обычного пластикового совка.
Применять строительный металлический шпатель, как правило, не рекомендуется, поскольку его острый край вполне может разрезать одну из нитей тканевого сукна. Если же клей успел затвердеть, на помощь приходят укладываемые на него мокрые тряпки или осторожное промывание загрязнённых участков небольшим количеством воды.

Хорошей практикой, как отметил Евгений Коньков, будет установка, в соответствии с форматом изготавливаемого картона, боковых ограничителей клеевого узла, предотвращающих попадание клея на сукно. Вместе с тем, это вряд ли поможет в случае неверной регулировки величины клеевого зазора и, как следствие избыточной подачи клея на материал.
Другой причиной загрязнения, по информации представителя уже упомянутого южного гофропроизводства, вполне может стать надрыв полотна верхнего лайнера, в результате чего клей с вершин гофр «выплёскивается» на сукно. Единственно разумным решением в данном случае будет немедленный останов гофроагрегата, вывод нужного участка сукна на открытое пространство и его осторожная очистка в процессе медленного перемещения.
В совсем уж запущенных случаях очень полезной процедурой может оказаться паровой душ, размягчающий затвердевшие клеевые отложения, которые затем снимаются совком или вращающейся щёткой.
Технология «большой стирки»
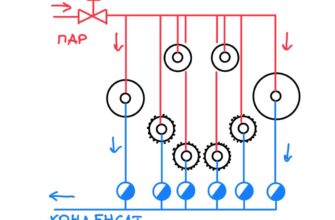
Как рассказал Евгений Коньков, данную процедуру они проводят два раза в год, когда гофропресс полностью останавливают на 12-часовую смену. Сначала сукно полностью пропитывают водой, после чего начинают мыть 2% раствором едкого натра.
Оставшиеся загрязнения дополнительно смывают раствором обычного Fairy, замешиваемого и подаваемого на поверхность сукна с помощью моечного аппарата Karcher. По окончании «стирки» сукно тщательно промывают до момента прохождения через него абсолютно чистой воды.
Завершает процедуру 6-часовая воздушная сушка сукна, транспортируемого через гофроагрегат на небольшой скорости и одновременно примыкающего к разогретым сушильным плитам.
Поверхностный износ
Процесс, который можно замедлить поддержанием идеальной чистоты нагревательных плит и работой с картоном, отличающимся малым уровнем сорности. Последнее, к сожалению, могут себе позволить далеко не все предприятия.

Итогом такого износа, в первую очередь, становится снижение коэффициента поверхностного трения сукна, и, как следствие, его проскальзывание относительно картона, неизбежно приводящее к горизонтальному «падению» профиля гофры.
Результат — снижение показателя плоскостного сжатия гофрокартона. При катастрофическом уровне истирания старое сукно приобретает «засаленный» атласный оттенок и к работе уже непригодно.
Впрочем, как показывает практика, к проскальзыванию может привести ненадлежащее состояние покрытия сукноведущих барабанов, также не обеспечивающее требуемый уровень коэффициента поверхностного трения.
Как, в частности, отметил начальник производства не названного гофропредприятия, если величина твёрдости силиконового покрытия барабана по Шору А достигает 100 единиц, то о нормальной работе сукна говорить не приходится.
Вторая составляющая износа — истончение сукна, падение его толщины, истирание защитного покрытия скрепляющего замка.
Чем тоньше сукно, тем меньше (при сопутствующем падении уровня его натяжения) его контакт с картоном и тем меньше его способность удерживать вершины гофров в тесном контакте с лайнером.
Как отмечают эксперты, быстрее всего изнашиваются края сукна, соприкасающиеся с поверхностью нагревательных плит. Вместе с тем, по опыту Евгения Конькова, этот краевой контакт можно полностью исключить в случае правильной настройки параметров сушильного стола, постоянного контроля за величиной натяжения сукна.
Контроль этот выполняется либо традиционно, по показаниям манометра, либо «тактильным способом», базирующимся на долговременном практическом опыте оператора. В таком случае, – подчеркивает Евгений Коньков, толщина сукна по сути перестает играть существенную роль.
Исключением может быть ситуация, когда на сушильном столе используются роликовые прижимы сукна, способные оставлять на нём продольные полосы, переходящие на картон. Тогда важным аспектом становится их регулировка, которую в компании «ЯРЗУМ» выполняют следующим образом: подкладывают под ролики тонкий полимерный лайнер, снятый с двухстороннего скотча и добиваются того, чтобы усилие его извлечения из под них было лишь слегка ощутимым, но не избыточно сильным.
Тем не менее, поставщики сукон настоятельно рекомендуют производить периодические измерения толщины. И, хотя, в том числе по ранее названной причине, выполняют такую процедуру далеко не на всех гофропроизводствах, к рекомендациям использовать более толстые сукна при работе с роликовыми прижимами прислушаться стоит.
И, как уже говорилось, предотвратить поверхностный износ в значительной мере поможет контроль за состоянием нагревательных плит. Они всегда должны быть выстроены в уровень, должна соблюдаться горизонтальность по всей их ширине. И, разумеется, на них не должно быть остатков клея. Также не стоит оставлять сукно лежащим на горячих плитах по окончании всех работ.
Боковой износ
Одна из разновидностей механического истирания сукна — трение его краёв о станину в случае бокового смещения. Произойти такое может, в частности, из-за постепенного растяжения сукна, ослабления его натяжения, приводящего к отклонению от машинного направления.
Результатом становится ослабление соединения слоёв гофрокартона по краям, местное расслаивание. На гофроагрегатах, скорость которых не превышает 40-50 м/мин, с проблемой обычно справляется оператор, вручную корректирующий направление движения полотна. В случаях скоростных машин на помощь приходят так называемые сукноправки, предотвращающие боковые смещения сукна.


Износ скрепляющих замков
Одним из неприятных последствий поверхностного износа сукна является истирание защитного покрытия (флокировки) его скрепляющего замка. Помимо очевидного следствия – отчетливой маркировки замковыми спицами поверхности гофрокартона, это чревато ослаблением самого замка, вплоть до его разрыва.

Для восстановления замковых покрытий на многих предприятиях используют собственные флокираторы, с помощью которых, в рамках ППР, его обновляют. Как рассказал Евгений Коньков, для этого оголившиеся места замкового шва полностью очищают от старого клея, наносят новый и затем уже — флокирующий слой небольшой толщины.
После 12-часовой просушки восстановленный шов продувается сжатым воздухом для удаления лишнего флока. На некоторых предприятиях, в целях экономии, существует практика флокирования замковых швов обычной бумажной пылью. Впрочем, о степени надёжности такого покрытия можно только догадываться.
Помимо чисто механического износа, на степень прочности замков также может повлиять излишне сильное натяжение сукна.
Замену повреждённых замков на хорошо оснащённых предприятиях производят самостоятельно. Остальные обращаются в сервисные службы компаний-поставщиков.
Экономические аспекты
Как и всякий, требующий периодической замены компонент (стандартный ресурс сушильных сукон составляет от 40 до 60 миллионов погонных метров) сушильное сукно в запущенном состоянии способно существенно ухудшить экономику работы гофроцеха. Самая очевидная причина: чем меньше его впитывающая способность, тем больше затрат энергии на обогрев сушильных плит.
Само собой, немалый вклад в снижение себестоимости выполняемых заказов внесет тщательный уход за сукном, позволивший вдвое увеличить его рабочий ресурс. И тогда ответ на вопрос, вынесенный в заголовок статьи, станет совсем уж очевидным
Игорь Кистенев
Автор выражает искреннюю признательность за помощь при подготовке статьи начальнику гофропроизводства компании «ЯРЗУМ» Евгению Конькову, начальнику производства компании «Веста ПЗБМ» Кириллу Голеневу, начальнику цеха гофрокартона компании «ПромХимУпак» Лире Рахматуллиной, начальнику производства компании «ЮжУралГрупп» Светлане Серебряковой, заместителю директора по развитию Марьянской фабрики гофротары Александру Матвееву, руководителю отдела технологии и сервиса компании «ВДеталях» Ольге Шаботиной, генеральному директору компании «ТТЕКС» Вячеславу Анурову и начальнику отдела продаж компании «Технопрофиль» Галине Викторовой.
В статье также были использованы материалы из книги В.С. Башмакова «Гофрокартон: производство и переработка» и энциклопедического сборника «Гофроиндустрия в поисках совершенства».