Один из важнейших показателей, влияющих на себестоимость гофрокартона – ресурс гофровалов, а именно степень износа рифов по ширине максимального формата на их рабочей поверхности.

Рано или поздно каждое предприятие сталкивается с проблемой формирования гофрированной бумаги на максимальном рабочем формате, наиболее выраженной на сырье низкого граммажа.
В большинстве случаев принимаются следующие решения: либо об увеличении массы квадратного метра используемой бумаги, либо о переходе на более узкий формат, либо, что самое печальное, дают команду «оставляйте как есть», закрывая глаза на качество и выпуск гофрокартона с увеличенным процентом технологических отходов.
Материал, который не бракуется, попадает на линии переработки, где, в свою очередь, происходят остановки по причине забивок, а это, опять же, приводит к увеличению отходов.
Как следить и ухаживать
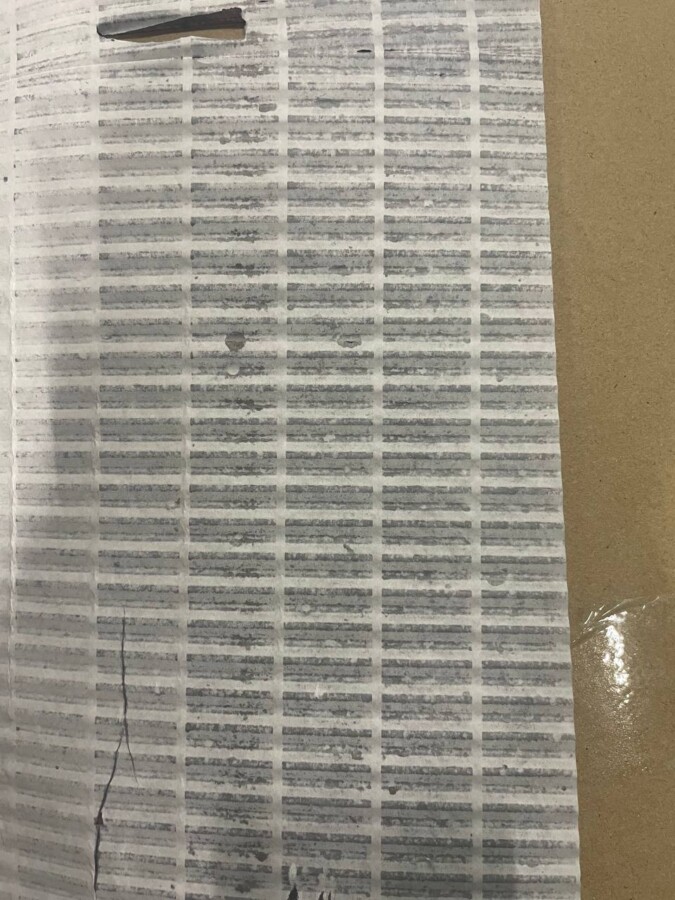
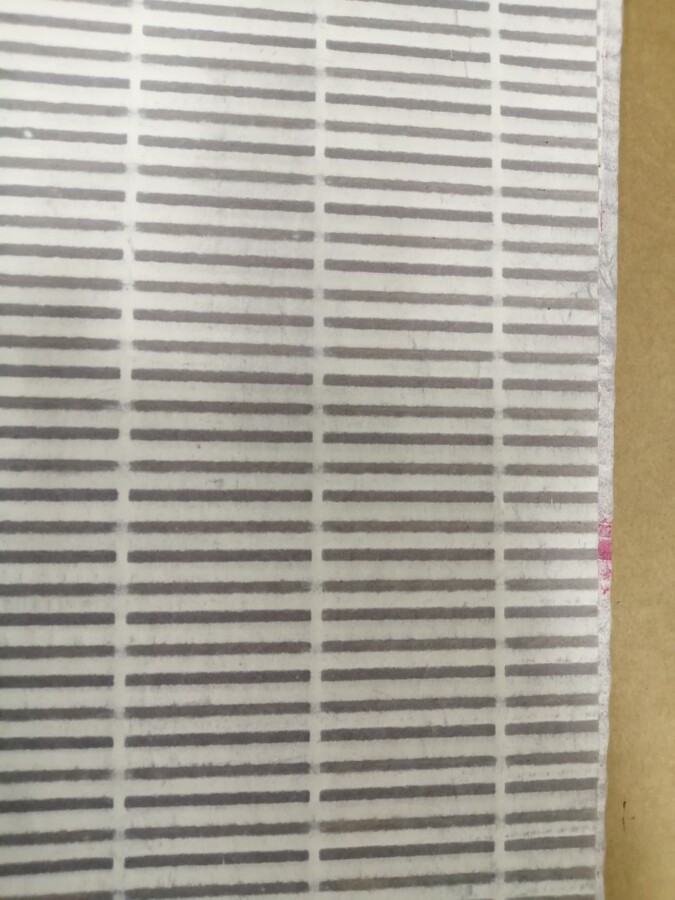
Первое, что необходимо для контроля состояния гофровалов – внедрить на системной основе проверку их отпечатка на двухсторонней копировальной факсимильной бумаге, либо на самокопирующей двухслойной бумаге.
Как часто? Если оборудование «потрепано жизнью», то периодичность – один раз в неделю. Когда же эксцентрики регулировки параллельности гофровалов не изношены – один раз в 3-4 недели.
Полученные оттиски контакта рифов гофровалов нужно обязательно регистрировать: указать дату, сторону контакта (привода/оператора), направление входа в гофровалы. Также можно регламентировать процедуры обработки поверхности гофровалов масляным туманом: сжатый воздух и «мовильница» позволяют в течение нескольких секунд нанести на них тонкую плёнку масла.
Что позволяет увидеть отпечаток копировальной бумаги? Во-первых, саму параллельность валов, во-вторых, степень износа рифов в области перехода из нерабочей зоны (близкой к торцу валов) к рабочей.
Даже если полотна флютинга и внутреннего лайнера с одинаковой периодичностью смещать то на сторону оператора, то на сторону привода, это ни в коем случае не поможет добиться равномерного износа рифов: высота в нерабочей зоне с двух сторон гофровала (50-150 мм от его торцов) так или иначе останется без изменений.
Если первоначальный качественный контактный отпечаток (его необходимо хранить до момента замены гофровалов) имеет чёткий оттиск полосок одинаковой ширины, то все последующие покажут степень износа вала. Ширина контактных линий первое время будет уменьшаться в области перехода между рабочей и нерабочей зонами, а впоследствии и вовсе произойдёт «разрыв» между ними.
Естественно, если есть лаборатория на производстве, будет заметна разница в показателях сопротивления торцевого сжатия образцов, взятых по краям гофрополотна и в его центре по ширине формата. Если же таковой нет, «первые ласточки» прилетят от конечного потребителя в виде рекламаций.
Шлифовать или менять?
Ответ на данный вопрос очевиден и прост. Если валов в запасе нет, либо если они не выработали свой ресурс, естественно, шлифовать, но…. Изначально необходимо разобраться в причине, почему ресурс, обозначенный в контракте поставщика, им пройти не удалось.
На это может быть множество причин: использование флютинга с большой зольностью, постоянные выравнивания полотен флютинга и лайнера на гофропрессе относительно центра машины (без поочередных смещений привод/оператор), попадание крахмального клея на гофровалы во время работы, нарушение параллельности гофровалов и т.д.
Материалы и процесс шлифовки
В процессе аудитов я лично наблюдал, как рифы гофровала в нерабочей зоне были сошлифованы обычной болгаркой – тоже метод, НО (именно с большой буквы) – полотна флютинга и лайнера на гофропрессе в таком случае уже невозможно сдвинуть в какую-либо сторону, поскольку между валами образуется зазор, приводящий к потере вакуума, если гофропресс с вакуумным колпаком, либо к потере давления, если он оснащён закрытой камерой избыточного давления.
В обоих случаях результат один: некачественное гофрирование бумаги по краям полотна, частые остановы для чистки гофровалов от клея в нерабочей зоне и общее снижение номинальной скорости машины на 25-40%.
Ещё один из минусов: чтобы сошлифовать рифы гофровала на одинаковую ширину необходим его демонтаж, который требует достаточно много времени и сил.
Второй метод имеет большее распространение и заключается в шлифовке вала алмазными и притирочными пастами. Из его плюсов (в сравнении с первым методом): – рифы остаются целыми, так как снимаются сотые (реже десятые) доли миллиметров, нет необходимости демонтажа гофровалов, вся процедура занимает не более трёх часов (из собственной практики).
Из минусов: необходимо постоянное наблюдение за процессом притирки, так как далеко не все пасты подходят для притирки и процесс шлифовки требует внимания во избежание образования обратного эффекта.
Автор: Александр Матвеев, заместитель генерального директора по развитию Марьянской фабрики гофротары